There is only one place in the human body with three duplicate heart valves, called the tricuspid valve. The valves of the heart are structures which ensure blood flows in only one direction. They are composed of connective tissue and endocardium (the inner layer of the heart).
There are four valves of the heart, which are divided into two categories:
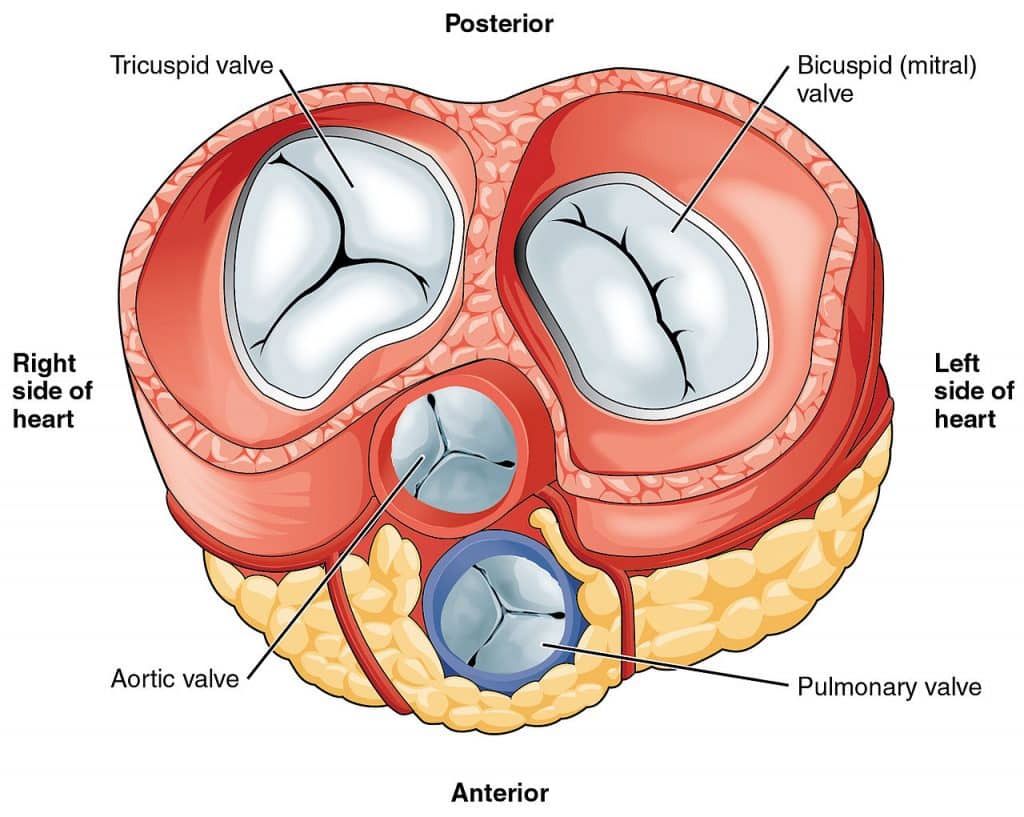
Atrioventricular valves: The tricuspid valve and mitral (bicuspid) valve. They are located between the atria and corresponding ventricle.
Semilunar valves: The pulmonary valve and aortic valve. They are located between the ventricles and their corresponding artery and regulate the flow of blood leaving the heart.
What does the tricuspid valve do?
The heart pumps blood in a specific route through four chambers (two atria and two ventricles). Every time your heart beats, the atria receive oxygen-poor blood from the body. And the ventricles contract (squeeze) to pump blood out.
As the heart pumps, valves open and close to allow blood to move from one area of the heart to another. The valves help ensure that blood flows at the right time and in the correct direction.
The tricuspid valve ensures that blood flows from the right atrium to the right ventricle. It also prevents blood from flowing backward between those two chambers. When the right atrium fills, the tricuspid valve opens, letting blood into the right ventricle. Then the right ventricle contracts to send blood to the lungs. The tricuspid valve closes tightly so that blood does not go backward into the right atrium.
By DrJanaOfficial – Official Website, Support, CC BY-SA 4.0, https://commons.wikimedia.org/w/index.php?curid=50477765
What is the tricuspid valve made of?
The tricuspid valve is made of three thin but strong flaps of tissue. They’re called leaflets or cusps. The leaflets are named by their positions: anterior, posterior and septal. They attach to the papillary muscles of the ventricle with thin, strong cords called chordae tendineae.
With every heartbeat, those leaflets open and close. The sounds of the heart valves opening and closing are the sounds you hear in a heartbeat.
Does the heartbeat in 3/4 time?
Yes, the heart is closer to 3/4 time than 4/4 time. The waltz is in perfect synch with the heartbeat. Any music slower than the heartbeat tends to relax us, and any music faster than the heartbeat excites.
There was a lively discussion about how body parts evolved on January 12, 2024 Episode: Our Little Stupid Bodies, question 4. Hear the recording and read the transcript below (permission to post from RadioLab).
Businesses are looking for innovative ways to revolutionize their business workflows, boost efficiency & cut costs. Optical Character Recognition (OCR) is one such technology that has been gaining popularity.
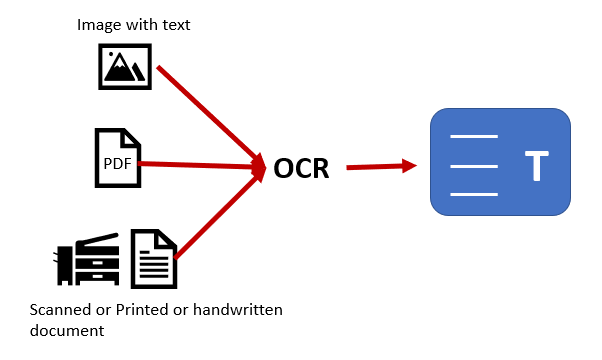
It can help you convert different types of documents, such as images, scanned documents, & PDFs, into searchable & editable text. The good news is that it does so in real time. No more time-consuming & hectic data entry tasks!
In today’s guide, we’ll explore how this powerful technology can help businesses like yours. Here you go!
OCR
What is OCR Technology?
OCR technology uses the power of artificial intelligence & machine learning to convert an image to text instantly. You can copy, edit, search, & analyze the extracted text.
This means that you do not need to spend plenty of time manually extracting text from images; OCR tools have your back. They can assist you in saving your time & reducing the risk of human errors. Simply put, you can digitize paper documents in a few seconds & speed up the business workflows.
How can OCR Technology assist businesses in streamlining workflows?
This is how it can help you in business operations:
Maximize Efficiency
OCR technology can help you improve the efficiency of your business by transforming all time-taking tasks of manual data entry. An image-to-text extraction tool can convert picture to text effortlessly. It eliminates the need for employees to manually input data by extracting text from images. This way, this tool allows you to save your time & reduce the risks of errors that come with manual data entry processes.
This automation speeds up the data entry jobs & allows your team to focus on other demanding tasks. So, an image-to-text converter is an essential tool to boost your productivity & propel your team to success.
An image-to-text converter allows you to extract text from the image into editable format. This saves you time. Additionally, it improves the accuracy of extracted data.
The tool employs OCR technology that recognizes & interprets text from images with precision. You don’t need to rely on manual resources to transcribe text from images. Therefore, the risk of manual errors dies down.
In addition, the OCR tools offer minimalistic interfaces that simplify the entire image-to-text conversion process. Even users with zero technical skills can access image-to-text converters for data extraction from images. Thus, these tools play a significant role in ensuring accurate data extraction.
Save Money
You can cut down operational costs for your business with these tools. Businesses can save a considerable amount of money on labor costs that would otherwise be spent on hiring a resource manually.
Image-to-text converters automate the entire conversion of images into searchable & editable formats. You can use these tools to digitize documents. This way, you will not require any physical storage space for documents. Guess what?
This will also reduce paper costs because all important documents will be stored digitally on your computers. So one thing is clear OCR technology provides a cost-effective solution for businesses looking to optimize data entry processes, declutter physical papers, & save money.
Enhanced Searchability
An image-to-text converter is designed to make your lives simpler & easier. By transforming scanned documents, pictures, & screenshots, it works its best to improve searchability within organizations.
Now, you don’t need to sift through bulks of paper to find a piece of information. With the tool by your side, a quick keyword search is all it takes to find what you need in the blink of an eye. Doesn’t it boost your productivity levels? Indeed, it does. When you have instant access to organized data, you can make wise decisions with confidence.
Hence, OCR technology is a great ally in revolutionizing the way we work & streamline processes.
Automate Workflows
You can automate work processes by digitizing papers using optical character recognition technology & skyrocket efficiency. This is because you can accurately extract important information from the images with just a couple of clicks. This automation aces tasks.
When your business documents are digitized & data entry process is automated, you’ll have more time to focus on other significant tasks of your organization.
With OCR technology, you can enjoy smoother operations & quick decision-making.
Implement OCR technology in your Business
Now you have read the benefits of using OCR tools in your business operations; it’s time to leverage these tools.
Integration of a picture-to-text converter tool into your workflows is a simple process. There are a variety of tools available online that can help you extract text from images effortlessly. Some are free to use & others require a small investment. So you can choose the option that best fits your needs & budget.
However, make sure that the OCR tool you select has a straightforward interface with clear instructions on it. After that, the speed plays a major role in the conversion process. Try to choose a tool that has lightning-fast processing speed.
A good image-to-text converter is compatible with all operating systems & devices, allowing you to access it from anywhere.
Pro tip: Choose a tool that offers batch conversion.
Once you’ve handpicked a tool, you can start by digitizing your papers & training your team on how to use this sophisticated technology efficiently. By incorporating it into your daily routine tasks, you can enjoy the benefits of using it.
Conclusion
OCR technology is a mighty resource for businesses looking to digitize their operations & improve efficiency. By using an image-to-text converter tool, you can maximize efficiency, cut business costs, & enjoy other perks.
Whether you’re a small startup or a large corporation, integrating optical character recognition technology into your business will give you an edge over your competitors. So don’t wait; start exploring the endless possibilities of OCR tools & streamline your workflows.
In the realm of branding, a logo serves as the cornerstone of a company’s identity, encapsulating its essence in a single, memorable symbol. When it comes to integrating specific numbers or symbols, such as the number ‘3’, the design process unveils a layer of creativity and strategic thinking. Logos featuring the number ‘3’ stand out for their unique ability to blend numerical significance with visual appeal. Let’s delve into the intricacies of crafting logos with a ‘3’, spotlighting successful examples and exploring how logo makers can streamline this creative journey.
Celebrating the ‘3’: Icons of Innovation
Several iconic brands have skillfully embedded the number ‘3’ into their logos, turning this numeral into a symbol of innovation and identity. For instance, consider the dynamic 3M logo, where the ‘3’ not only signifies the company’s original name, Minnesota Mining and Manufacturing, but also reflects its foundational trio of values: innovation, quality, and versatility. Another example is the athletic brand ASICS, which uses three intersecting ellipses to symbolize the company’s goal to promote total health and fitness, encompassing the body, soul, and spirit.
Navigating Design with Logo Makers
The advent of an advanced logo maker has revolutionized the process of designing logos that incorporate specific numbers or symbols like ‘3’. These digital tools offer a blend of flexibility and creativity, enabling designers to:
Experiment with various fonts and styles to give the ‘3’ a distinctive look that aligns with the brand’s personality.
Combine the ‘3’ with other elements, such as icons or letters, to form a cohesive and meaningful design.
Utilize templates tailored to thematic concepts or industries, making it easier to integrate numbers in a way that’s both aesthetically pleasing and contextually relevant.
Crafting Uniqueness: Standing Out with ‘3’
The challenge and opportunity of designing a logo with the number ‘3’ lie in creating something truly unique. It’s not just about featuring a number; it’s about weaving it into the fabric of your brand’s story. Here are key considerations for ensuring your ‘3’-centric logo resonates with uniqueness:
Symbolism: Let the ‘3’ symbolize a core aspect of your brand, whether it’s your values, your history, or your mission.
Visual Play: Explore creative interpretations of the ‘3’, such as using negative space or combining it with other graphical elements to add depth and intrigue.
Color and Texture: Employ colors and textures that enhance the ‘3’s’ visual impact, making it not just seen but felt.
Balancing Act: Ensure the ‘3’ integrates seamlessly with the rest of the logo elements, maintaining balance and harmony in the overall design.
Embracing the Digital Age with ‘3’
As we navigate the digital transformation of the marketplace, the significance of incorporating elements like the number ‘3‘ into logos has been further amplified. Digital platforms demand visual elements that are not only captivating but also convey meaning at a glance. The digital age has elevated the ‘3’ from a mere numeral to a symbol of innovation, adaptability, and forward-thinking. Businesses harnessing the power of ‘3’ in their logos find themselves at an advantage, as they resonate more deeply with tech-savvy audiences seeking brands that embody progress and dynamism. This transition underscores the evolving nature of logo design, where numbers and symbols play a pivotal role in branding strategies tailored for the digital era.
The Future of ‘3’ in Logo Design
Looking ahead, the role of numbers like ‘3’ in logo design is set to grow in importance and complexity. As brands seek to differentiate themselves in an increasingly crowded and competitive digital landscape, the creative integration of numerals offers a pathway to distinctiveness and brand recognition. The future will likely see a surge in logo designs that not only incorporate numbers in innovative ways but also leverage them to tell stories, evoke emotions, and build connections with audiences worldwide. With advancements in design technology and tools, the possibilities for creative expression with ‘3’ and other numerals in logos are boundless, promising a new era of branding defined by originality and symbolic depth.
The ‘3’ as a Beacon of Branding
Incorporating the number ‘3’ into your logo is an artful endeavor that goes beyond mere numerical representation. It’s about crafting a visual narrative that speaks volumes about your brand’s essence and ambitions. With the help of modern logo makers, designers can navigate the complexities of this process, transforming the ‘3’ into a beacon of branding that captivates and endures. By embracing uniqueness and creativity, your ‘3’-infused logo can stand as a testament to your brand’s distinctiveness in a crowded marketplace.